咨詢熱線:18761719123



海南刮板排屑機固鉑特機械優惠促銷_ 1、為了簡化定位和安,每個夾具定位面加工中心加工原點,應該準確坐標尺寸。 2、為了保證零件安裝位置和編程工件坐標和機器坐標系的選擇方向一致性,和安裝方向。
6、鐵屑經常卡滯,不能正常排出 這種情況的出現主要是由于螺旋狀的鐵屑太長,有時一根鐵屑能達到3-5米,絲絲連連,越積越多造成卡滯。
1、機床排屑機初次安裝接通電源后電機不運轉。 解決方法:查看電機電源輸入電壓是否正常,有無虛接現象。
今天我將分析機床排屑器在操作中的注意事項,以備將來您使用時可以避免出現錯誤 1.很多朋友認為排屑機的排屑能力越好,但實際情況并非如此,普通排屑機的排屑量并不好,應該進行調查分析。

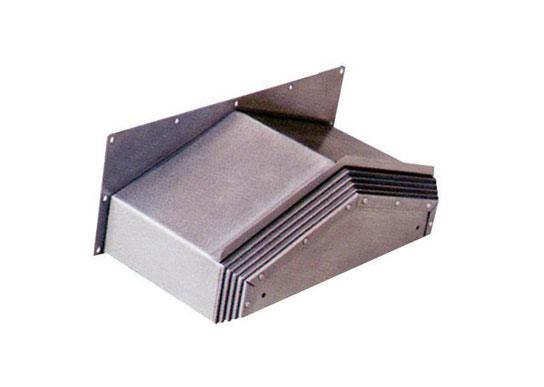
9、夾具基地與工作臺、夾具底部平面度須保證在0.01-0.02毫米,表面粗糙度不大于Ra3.2。 數控機床使機械加工的效率大大提高。但工件上的多余金屬在變成切屑后所占的空間將比普通機床成倍加大,如不及時排除,必然會覆蓋或纏繞在工件和刀具上,使自動加工無法繼續進行。此外,熾熱的切屑向機床或工件散發的熱量,會使機床或工件產生熱變形,影響加工的精度。因此,迅速、有效地排除切屑對數控機床加工來說是十分重要的,而排屑裝置正是完成這項工作的一種附屬裝置,其主要作用是將切屑從加工區域排出數控機床之外。在數控車床和數控磨床上的切屑中往往混合著切削液,排屑裝置從其中分離出切屑,并將它們送入切屑收集箱(車)內,而切削液則被回收到切削液箱。數控銑床、數控銑鏜床的工件安裝在工作臺面上,切屑不能直接落入排屑裝置,故往往需要采用大流量切削液沖刷,或壓縮空氣吹掃等方法使切屑進入排屑機槽,然后再回收切削液并排出切屑。 排屑機
其次,半干不濕的鐵屑要注意磁性排屑機對這類鐵屑尤難處理。

海南刮板排屑機固鉑特機械優惠促銷_ 6.密封件和有機軟管悉數更新。 7.拼裝時各零部件要仔細清洗,不得有銹斑,機殼內不得有任何污雜物。
數控銑床、加工中心、數控銑鏜床的工件安裝在工作臺上,切屑不能直接落入排屑裝置因此,經常需要用高流量切削液清洗切屑或用壓縮空氣吹掃切屑,然后回收切削液并將切屑排出。

海南刮板排屑機固鉑特機械優惠促銷_排屑機
鏈板排屑機的偏差處理方法可分為三個步驟: 1.檢查皮帶輸送機的垂直中心線和滾筒的水平中心線之間的偏差如果偏差大于3 mm,請使用慣性輪兩端的安裝孔進行調整。














 18761719123
18761719123 0513-89061567
0513-89061567 1556827345@qq.com
1556827345@qq.com 南通市港閘區長江北路168號
南通市港閘區長江北路168號